美国本特利bently检测仪监测模块
- 型 号:1900/65A-00-00-01-00-00
- 价 格:¥24100
美国本特利bently检测仪监测模块我司主营气动元件、液压泵阀、电子电控类进口件:主要涵盖产品有:换向阀,气缸等;液压泵、液压阀,液压元件等;滑块、导轨;电控模块、驱动器;伺服电机等主营优势品牌有AVENTICS,DUPLOMATIC,REXROTH,B&R,AIRTEC,Bently,ASCO,ATOS,VICKERS,Parker等








美国本特利bently检测仪监测模块
工控设备维修之前,要进行多方面检查。我们知道,工控设备维修主要分为伺服电机维修、电路板维修、驱动器维修、变频器维修与减速机维修等,那么在进行工控设备维修的时候,我们需要注意些什么呢。
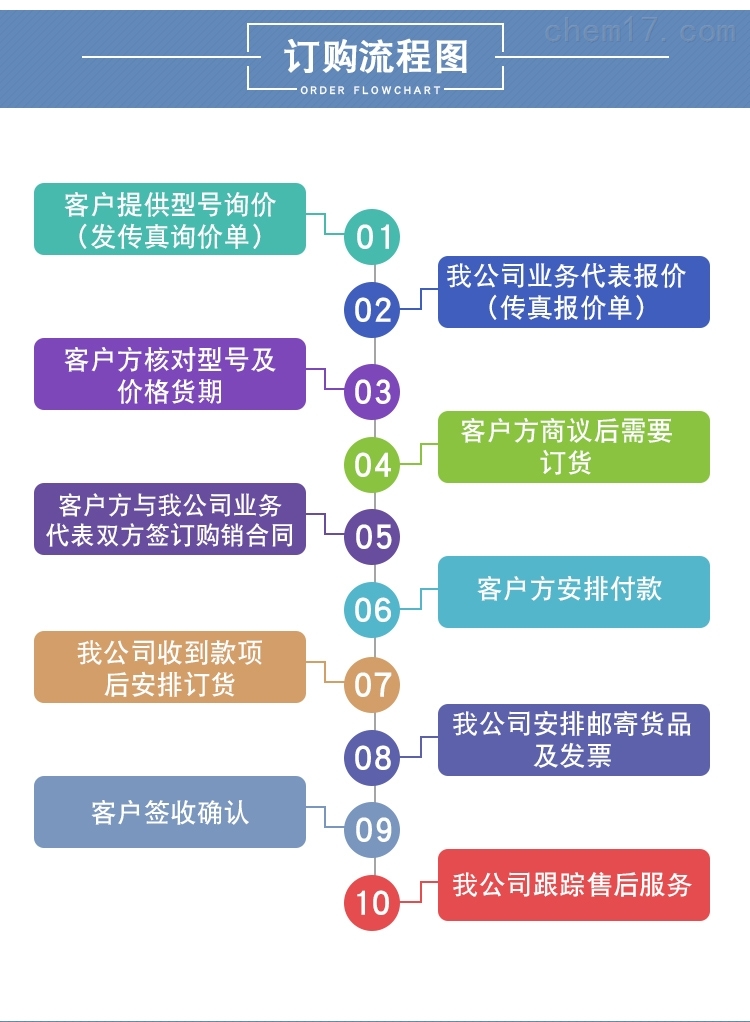
一、工控设备维修流程
1、根据客户的故障现象描述,评估该产品的可修复性
2、客户寄/送到我司,登记入科,等待检测
3、工程师检测故障点,出具检测报告结果,确定维修价格及维修周期
4、维修报价,等待客户确认。同意则进行维修,不同意则原机返回。
5、维修OK,测试正常
6、试机成功
7、客户付款,登记出库
8、交付客户使用
9、后续跟踪服务
二、工控设备维修公司
市面上,针对各大工业机器人维修的服务商越来越多,我们在挑选合作的工控设备维修公司时应该注意该公司的维修经验,机器人维修的技术的要求比较高,没有充足的经验在维修过程中可能会出现未知问题。
三、工控设备维修售后服务
既然是维修,那么产品肯定会有一定的使用周期,再加上产品之前已经受损过,那么在维修成功之后的使用期限尤为难说。我们在合作的时候需要了解维修成功之后企业给我们的保障期是多长时间,这样后期在遇到问题的话,我们也能多一份保障。
通过以上的介绍相信大家对工控设备维修有了一定的了解,欢迎各位来咨询。





美国本特利bently检测仪监测模块
32000-16-10-00-165-03-02,
330105-02-12-90-00-05,
330705-02-18-90-00-05,
330105-02-12-90-00-05,
330130-085-01-05,
330730-080-03-05,
330180-91-05,
330780-91-05,
84152-01,
990-04-70-01-00,
330104-00-06-20-02-00,
330130-70-01-00,
130713-01-91-01,
330850-90-05,
3500/50-01-00,
3500/53-03-00,
3500/92-02-01-00,
3500/33-01-00,
3500/45-01-00,
3500/42-01-00,
3500/25-01-01-00,
3500/20-01-02-00,
3500/15-02-02-00,
3500/05-01-01-00-00-00,
24765-02-01,
130713-020-50-01,
330730-040-01-00,
330780-50-00,
330710-000-060-10-02-00,
330130-040-01-00,
330180-50-00,
330104-00-06-10-02-00,
330704-000-060-10-02-00,
330104-00-06-10-02-00,
330730-040-01-00,
330130-040-01-00,
330709-000-060-10-02-00,
330780-50-00,
9200-01-05-10-00,
3500/20-02-02-00,
21000-16-10-15-05-03-02,
330801-16-04-050-00-02,
00531061,
00530574,
330195-02-12-10-00,
330190-080-01-00,
24765-01-01,
9200-06-06-02-00,
330104-00-05-50-02-00,
46000-01,
21000-16-05-00-039-03-02,
21000-16-05-00-094-03-02,
4661-20,
330101-00-14-10-02-00,
330130-040-00-00,
3500/05-01-02-00,
3300/16-11-01-03-00-00-01,
3300/16-11-02-03-00-00-01,
330105-02-12-10-02-00,
3500/15-02-00-00,
330180-91-00,
330500-02-00,
330130-080-01-00,
3500/42-01-00,
3500/32-01-00,
89410-01,
30106-05-30-05-02-00,
330103-00-05-05-02-00,
3500/61-01-00,
3300/65-14-01-00-00-01-00,
330180-090-00,
9200-01-08-11-02,
3500/50-01-00,
3500/53-03-01,
330180-90-01,
3500/42-01-00,
3300/16-12-01-01-01-02-00,
3300/12-02-22-01,
3300/03-02-01,
330500-02-00,
21128-03-01,
1、使用工控机时,请注意周围温度应在0度至55度之间。
2、使用工控机时,请注意周围相对湿度应在5~95%之间,无冷凝。
3、使用工控机时,请注意供电电压应在200~240V AC之间。
4、使用工控机时,请尽量避免潮湿、温度、震动及落尘量多的环境。
5、工控机左侧的开口和电源后部的散热口是用来通风的。为了确保工控机能正常可靠的
工作并防止过热,请勿阻塞或遮盖这些开口。
6、使用工控机时,请尽量同会产生强烈电磁干扰的设备(变频器、电机等)保持一米以上距离。
7、工控机关机后,再次开机时,请间隔8秒钟以上。
8、为了确保工控机可靠运行,我们强烈建议您不要随意更改主板的BIOS设置。
9、使用工控机I/0接口时,我们强烈建议您不要带电插拔,以免造成静电损坏。当工控机遇到
非人为原因停电时,为了确保工控机能正常可靠的工作,我们强烈建议您立即将工控机电源断开,
确认电网稳定后再通电运行;如果电力供应紧张而经常发生限电现象,我们强烈建议您给工控机
配备相关规格ups电源,以保证工控机稳定运行。
10、请不要将工控机放在不平稳的表面工作。
3300/40-13-01-01-00-00,
3300/12-02-22-00,
300/16-14-01-01-00-02-00,
3300/16-12-01-01-00-02-00,
31000-16-10-00-085-03-02,
330705-02-18-10-02-00,
330105-02-12-05-02-00,
330780-51-00,
3500/25-01-02-00,
3500/32-01-00,
3500/42-01-00,
3500/50-01-00-01,
3500/92-04-01-00,
330105-02-12-10-02-00,
330130-080-00-05,
330130-045-00-00,
330730-040-00-00,
330180-91-05,
330180-51-00,
330780-51-00,
109548-01,
330930-040-00-00,
330103-00-08-10-02-00,
330130-080-00-00,
一、因为硬件原因造成工控机“死机"
原因分析:当工控机处理经PLC传送的现场信号过多时,工控机的CPU频率较低,内存又较小,无法同时识别、处理这么多的信号,使这些信号“撞车",造成工控机“死机"。
处理办法:因工控机主板内存条插槽所限,只能将内存扩充至64M。主要解决途径是降低工控机处理识别现场信号的频率,避免信号“撞车"。具体方案为:工控机通过PLC连接现场信号时,设定信号采样周期为2s以上,对变化不大的模拟量信号如温度等可设定10s以上。在WinCC编程过程中,将所有的模拟量信号采样周期设定2s以上后,工控机“死机"现象很少发生。
二、因为环境温度造成工控机“死机"
原因分析:工控机对环境温度比较敏感,夏季炎热,空调损坏时,工控机容易“死机"。
处理办法:将空调修好,降低工控机环境温度,保证工控机正常运行。
一、因为硬件原因造成工控机“死机"
原因分析:当工控机处理经PLC传送的现场信号过多时,工控机的CPU频率较低,内存又较小,无法同时识别、处理这么多的信号,使这些信号“撞车",造成工控机“死机"。
处理办法:因工控机主板内存条插槽所限,只能将内存扩充至64M。主要解决途径是降低工控机处理识别现场信号的频率,避免信号“撞车"。具体方案为:工控机通过PLC连接现场信号时,设定信号采样周期为2s以上,对变化不大的模拟量信号如温度等可设定10s以上。在WinCC编程过程中,将所有的模拟量信号采样周期设定2s以上后,工控机“死机"现象很少发生。
二、因为环境温度造成工控机“死机"
原因分析:工控机对环境温度比较敏感,夏季炎热,空调损坏时,工控机容易“死机"。
处理办法:将空调修好,降低工控机环境温度,保证工控机正常运行。
三、因为工控机内部散热不良造成工控机“死机"
原因分析:工控机所处的环境较恶劣,除温度高外,灰尘也较大。当工控机内进入灰尘,各种板卡、CPU等电子元器件散热效果差,造成工控机“死机"。
处理办法:定期清除工控机内部灰尘,保持良好通风。
四、检查CPU风扇和主机电源风扇
原因分析:工控机的散热主要通过CPU风扇和电源风扇进行。当CPU风扇损坏时,CPU的温度升高,极易造成工控机“死机"。
处理办法:经常检查工控机的风扇,及时更换损坏的风扇。中控室的工控机出厂时CPU只加装了散热片,没有风扇。后加装专用散热风扇,CPU的温度降低了近5℃。
五、经常清理临时产生的文件
原因分析:工控机在运行时,会产生大量的临时文件如Temp文件,这些文件占用着硬盘和系统资源,影响工控机处理信息的速度。定期检查硬盘并删除临时性文件,提高工控机处理信息的速度。
六、经常维护系统
原因分析:因编辑控制程序等原因,系统中加装了其它应用软件,太多的应用软件会让工控机的运行速度越来越慢。因此每隔一段时间,对工控机做一次全面的维护,点击“开始→程序→附件→系统工具→维护向导",然后点击“确定"按钮即对工控机进行全面的维护,这样能使工控机保持最佳状态。对硬盘最好每隔1个月就做1次“硬盘碎片整理",整理之后能加快程序运行速度。
七、由信息阻断造成工控机“死机"
原因分析:中控室工控机(上位机)监视和控制S7-400PLC(下位机),信息阻断时故障现象为:工控机画面上监控信号处出现“阴影“且信号数值都为零,上位机对下位机无法监视和控制。这种故障与上面提到的“死机"现象不一样。该故障原因是由信息阻断造成的,由于下位机“死机"或传输信号网线和网卡发生故障,导致上位机接收不到信号引起,其实上位机并没有“死机"。这种故障在2001年11月初发生过,由于网线和网卡接触不良导致上位机对下位机无法监视和控制。
处理办法:当上位机画面出现“阴影"时,首先检查下位机的工作状态,S7-400PLC的CPU模板上有各种错误指示灯,可根据指示灯的状态进行操作。如果PLC“死机",用钥匙将PLC的CPU重新启动就能恢复正常。如果网线和网卡有问题,操作工应立即检查上、下位机的信号电缆插头有无接触不良,用手对各插头轻压或摆动,很有可能找出故障点。
八、建议工控机升级
目前,通过以上措施,工控机的“死机"次数大大减少。但是,由于上位机的硬件配置较低,软件操作和控制系统版本也较低,上位机的处理信息速度还较慢,建议升级工控机,增加CPU频率、内存容量和硬盘容量。这样能大幅度提高工控机处理信息的速度,避免工控机“死机"现象的发生。